 DYNALAS
DYNALAS
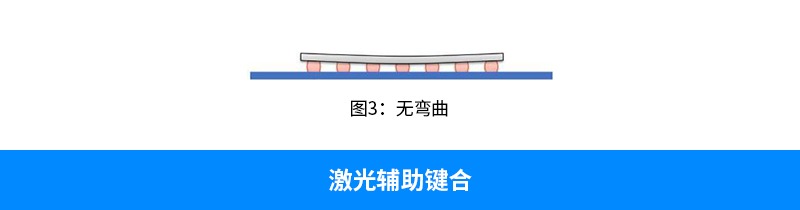
一、相较于巨量回流焊和热压键合,激光辅助键合具有多项优势:
①更高的良品率。
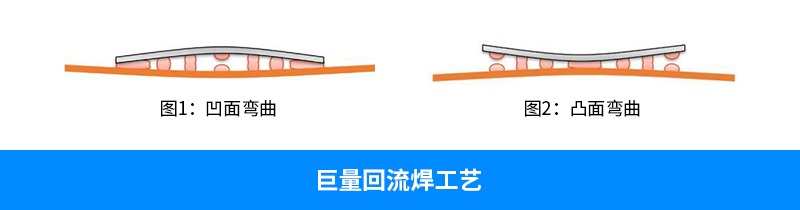
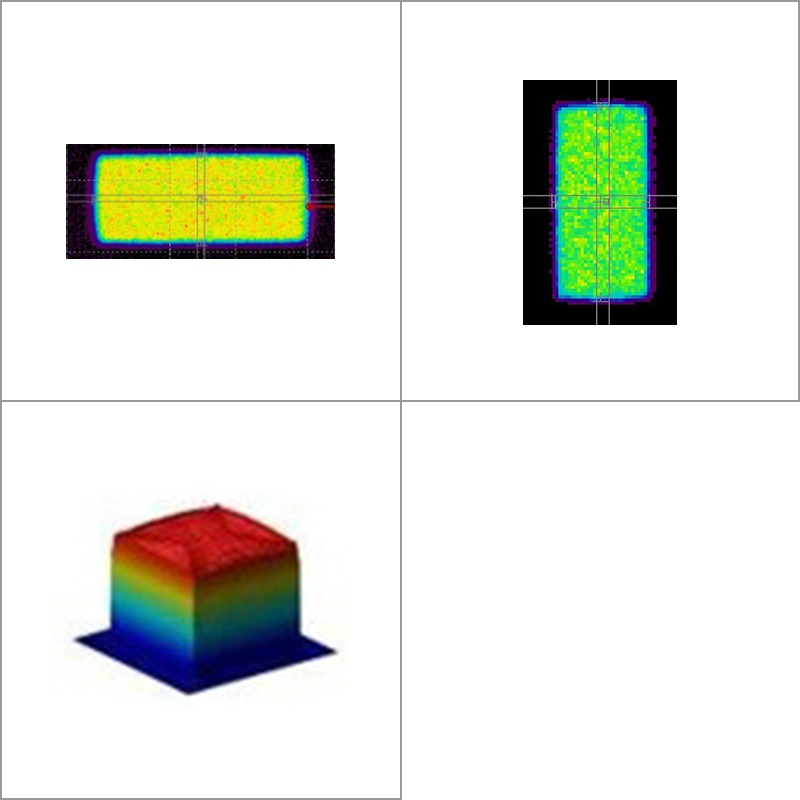
1.非湿润焊点——见示意图1边缘和示意图2中间;
2.拉伸焊接点——见示意图1和图2;
3.桥型接缝——见示意图1中间和示意图2边缘。
②加热过程短,针对性强,可以带来更高的生产效率;加热过程更高效,能耗更低。
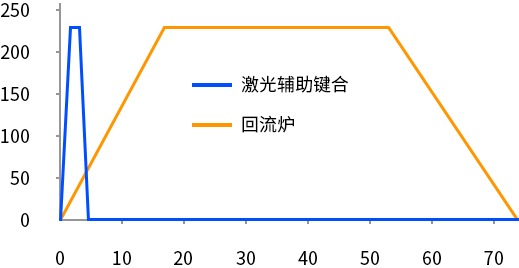
(激光辅助键合和回流炉工艺温度曲线对比图)
二、产品优势:
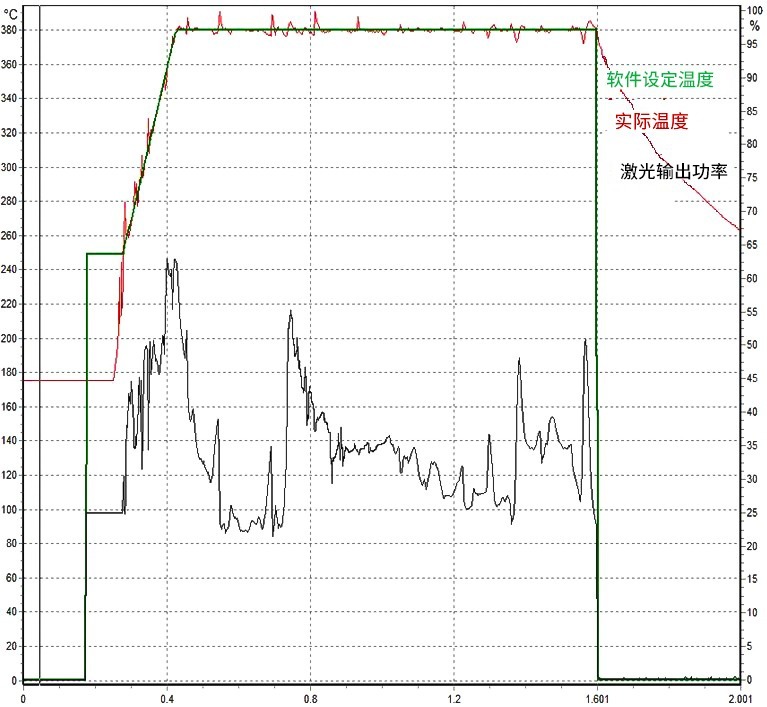
①快速、精准的材料表面温度控制
②均匀且多样的光斑




(激光辅助键合和回流炉工艺温度曲线对比图)
|
激光系统规格
|
|||
|
序号
|
参数
|
单位
|
详情
|
|
1
|
激光功率
|
W
|
60, 100, 150, 200
|
|
2
|
波长范围
|
nm
|
975
|
|
3
|
功率调节范围
|
%
|
0~100
|
|
4
|
指 示 灯
|
–
|
有
|
|
5
|
光纤芯径
|
µm
|
200或定制
|
|
6
|
数值孔径
|
–
|
0.22
|
|
7
|
光纤长度
|
m
|
3,5或定制
|
|
8
|
连 接 器
|
–
|
SMA905或D80
|
|
9
|
输入电压
|
V
|
200~240(50-60Hz)
|
|
10
|
操作模式
|
–
|
连续(CW)
|
|
11
|
最大调制频率
|
Hz
|
20000
|
|
12
|
控制模式
|
–
|
外部控制触摸屏,RS232串口,模拟AD
|
|
13
|
尺寸(长×宽×高)
|
mm
|
466 * 394.23 * 156
|
|
14
|
重 量
|
Kg
|
10.5
|
|
15
|
冷却方式
|
–
|
风冷
|
|
16
|
工作温度
|
℃
|
15-30
|
|
17
|
储存温度
|
℃
|
5-50
|
|
18
|
冷却要求
|
–
|
周围10cm开放空间
|
|
19
|
激光安全等级
|
–
|
DIN EN 60825-1,4级
|
| 激光头规格 | |||
| 序号 | 参数 | 单位 | BSH500 |
| 1 | 功率限制 | W | 最多500 |
| 2 | 波长范围 | nm | 975 |
| 3 | 光学器件 | – | 1“,AR涂层,最大孔径23mm |
| 4 | 光纤连接器 | – | FSMA905、D80、LLK-A(可连接各种光纤激光准直器) |
| 5 | 光纤芯径 | µm | 100 – 600 |
| 6 | 数值孔径 | – | 0.22 |
| 7 | 指 示 光 | – | 2级。波长650nm+/-10nm,通过光纤耦合高温计 |
| 8 | 环境温度 | ℃ | 5-55用于操作,无冷凝 |
| 9 | 尺 寸 | mm | 122 * 50 * 375 |
| 10 | 重 量 | kg | 1.4 |
| 11 | 保护等级 | – | IP50 |
| 12 | CE 标 签 | – | 根据欧盟电磁抗扰度指令 |
| 13 | 一 致 性 | – | 符合RoHS指令2011/65/EU(2011-06-08)以及2015-03-31的补充规定 |
| 14 | 相 机 | – | USB2.0 1280×1024,与高温计和激光器同轴 |
| 15 | 注:不含相机重0.8kg. | ||
|
控制器规格
|
|||
|
序号
|
参数
|
单位
|
详情
|
|
1
|
温度范围
|
℃
|
100 – 2200
|
|
2
|
波长范围
|
µm
|
1.65 – 2 / 1.65 – 2.5
|
|
3
|
精度(e=1,t90=1s,T=25℃)
|
–
|
< 1500℃ 0.3% +/- 2K
|
|
4
|
可重复性
|
–
|
0.1% +/- 1K
|
|
5
|
分 辨 率
|
℃
|
0.1
|
|
6
|
响应时间
|
ms
|
0.1
|
|
7
|
发 射 率
|
–
|
0.01 – 1
|
|
8
|
模拟输出
|
V
|
0-10(使用软件可配置16位)
|
|
9
|
电 源
|
–
|
24V DC, max. 2A
|
|
10
|
数据存储
|
–
|
内置存储,可保存500000个进程,255个进程控制脚本
|
|
11
|
光纤长度
|
m
|
3,5或定制
|
|
12
|
环境温度
|
℃
|
最高40
|
|
13
|
CE 标 签
|
–
|
根据欧盟电磁抗扰度指令
|
|
14
|
一 致 性
|
–
|
符合RoHS指令2011/65/EU(2011-06-08)以及2015-03-31的补充规定
|
|
15
|
软 件
|
–
|
LASCON® software
|
|
16
|
位 置
|
–
|
同轴
|

LASCON®系统在激光行业有着广泛的应用,超过1500家企业和研究机构都使用LASCON®系统进行激光过程控制。
LASCON®系统通过单色或者双色高温计对目标物体进行测温,每秒速度可高达10000次以上。 测试温度曲线与软件设置温度曲线进行对比,根据特定的软件算法,进而控制激光功率大小实现温度闭环反馈。 也可以结合配套的送丝机,对送丝量进行精密控制。整个过程可以实时监控和可视化,数据可以随时存储和自动导出。
半导体应用
半导体行业高速发展需要实现更小的间距、更薄的基板、高质量的芯片键合。激光辅助键合技术适用于对速度、精度、局部甚至极小区域的精确加热控制有高度需求的半导体先进封装。相对于传统的回流焊、TCB,激光辅助键合不需要额外的措施避免热膨胀。在键合温度、作业时间、热影响区大小等方面具有明显的优势,是高精密芯片直接键合的最佳选择。

1-560x560.jpg "LBS-mini:Dual Spot")


